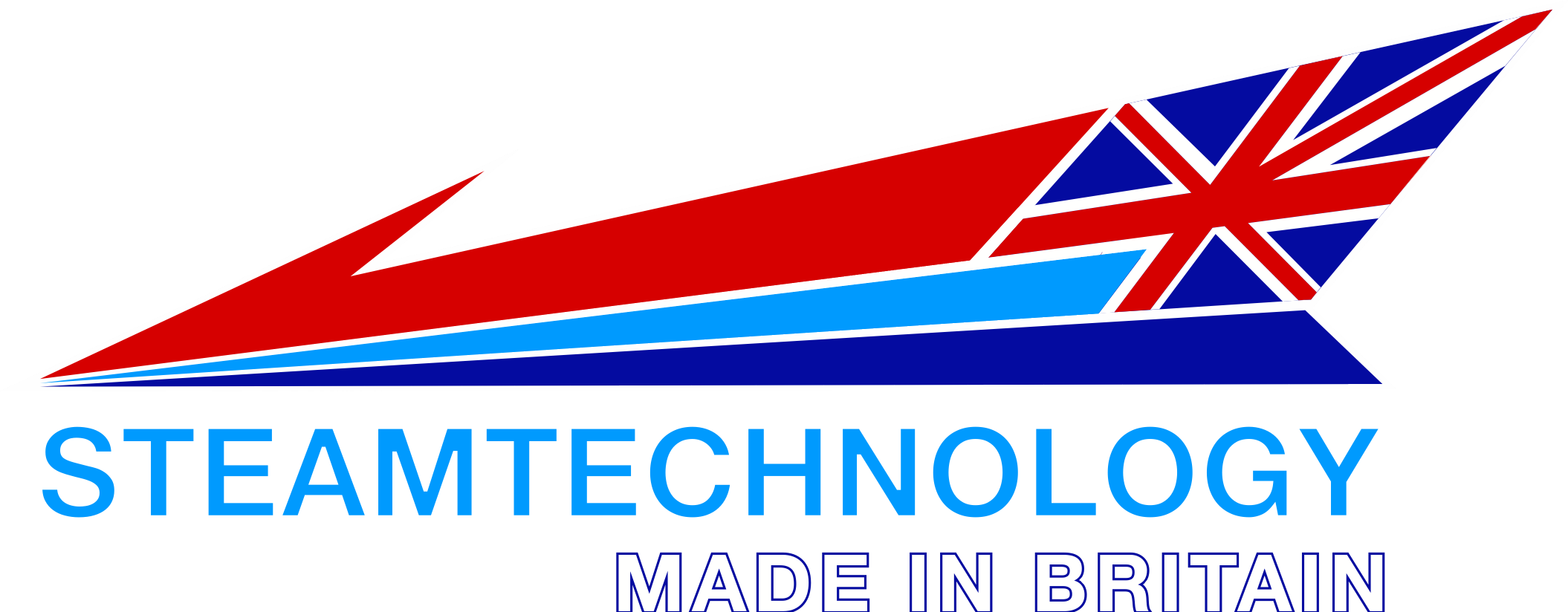
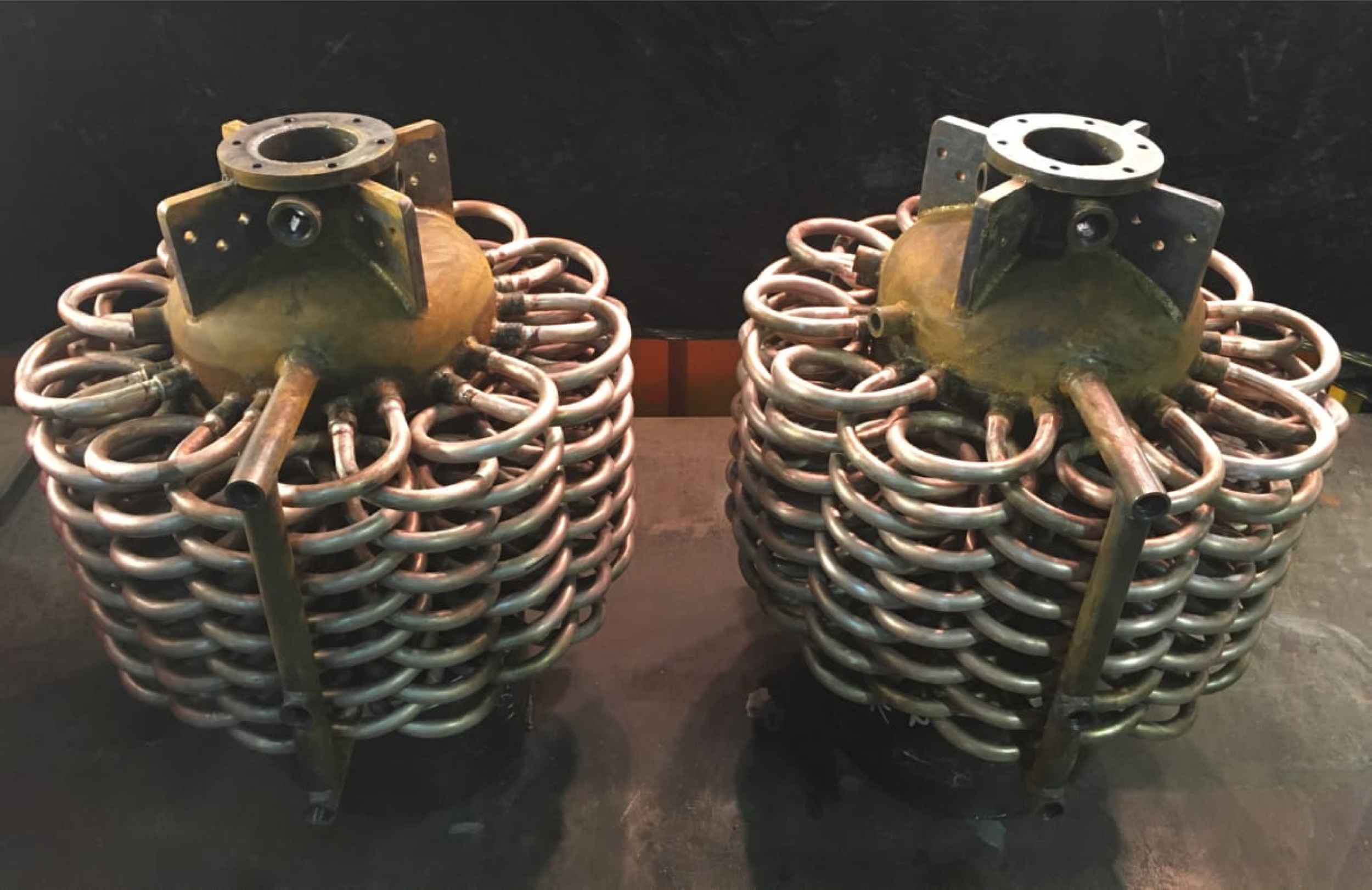
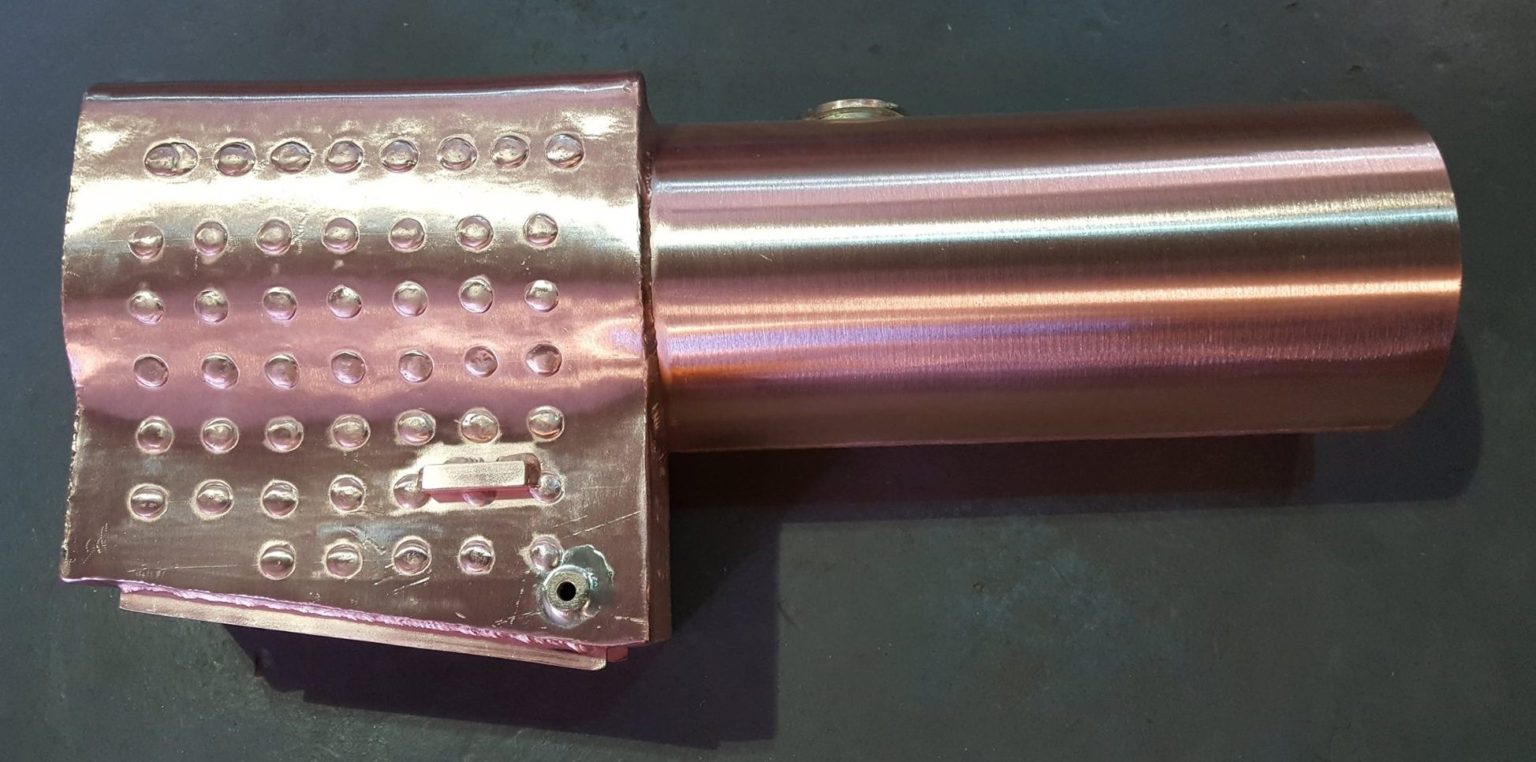
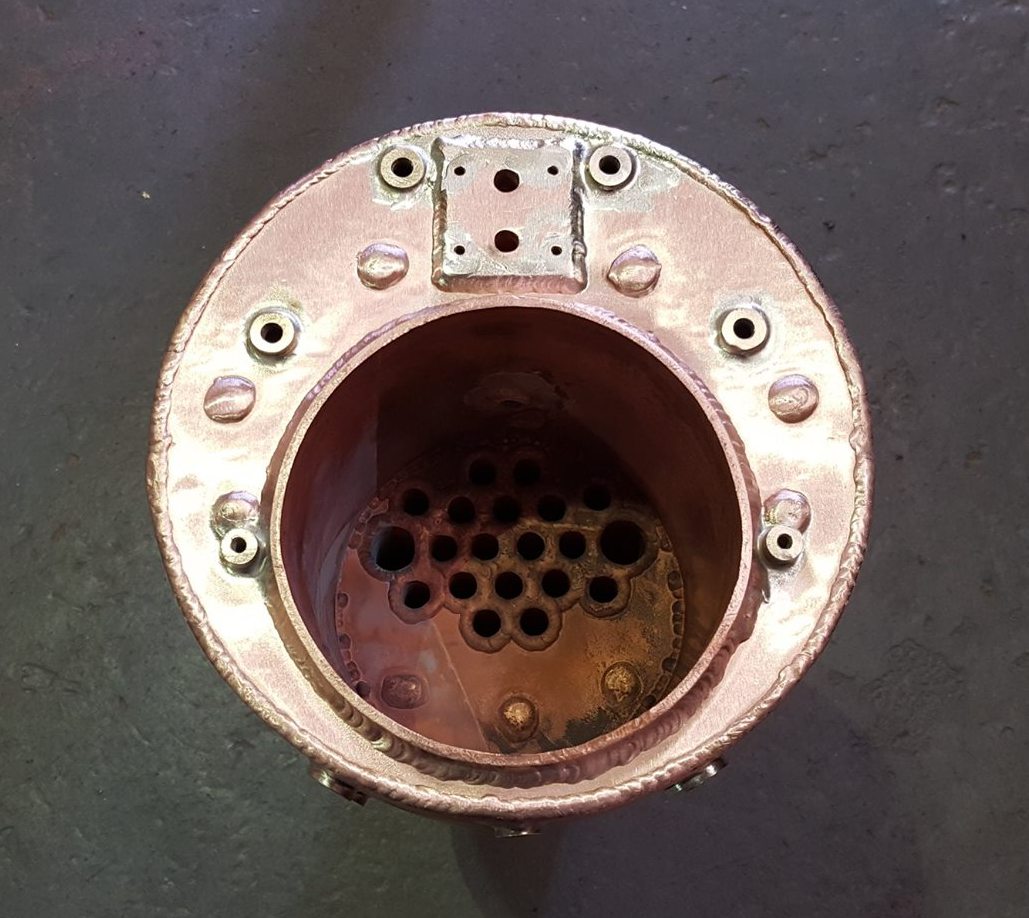
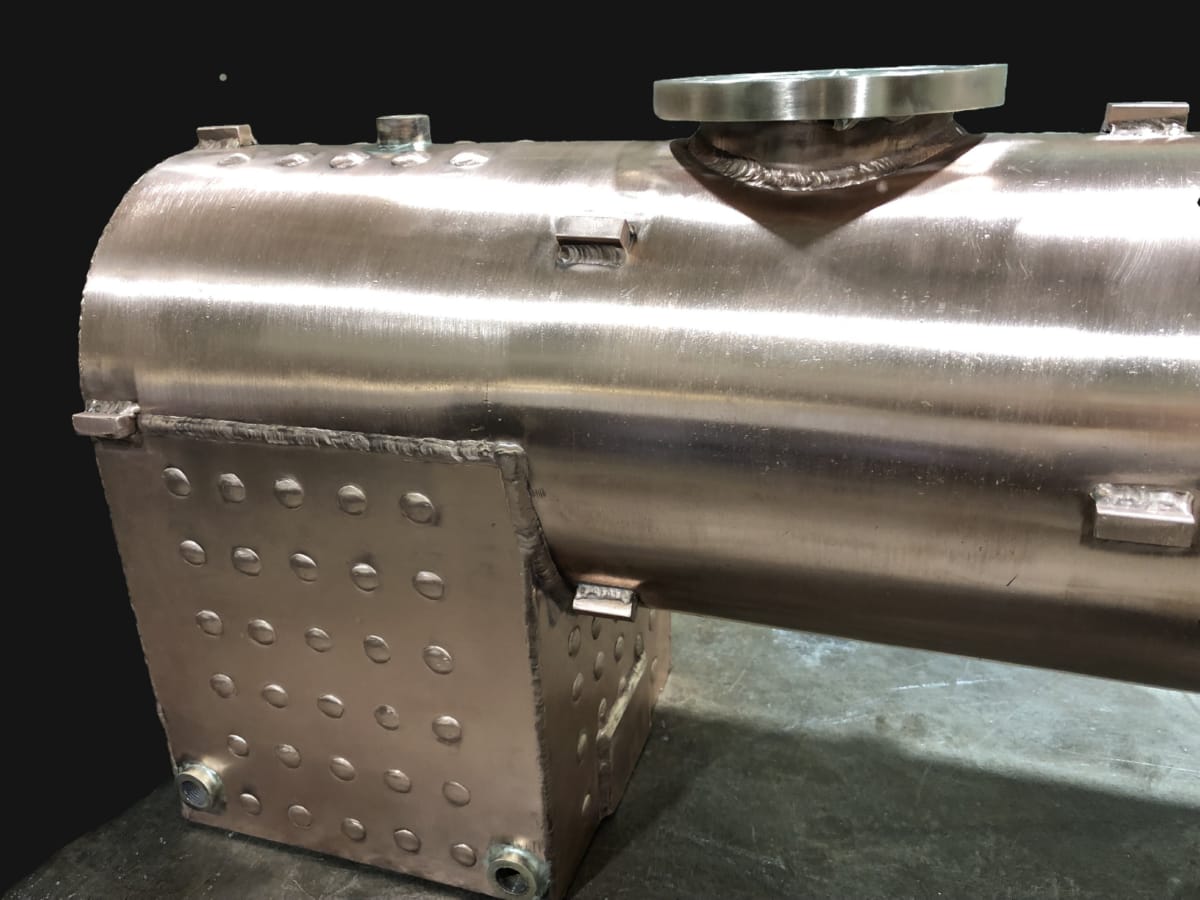
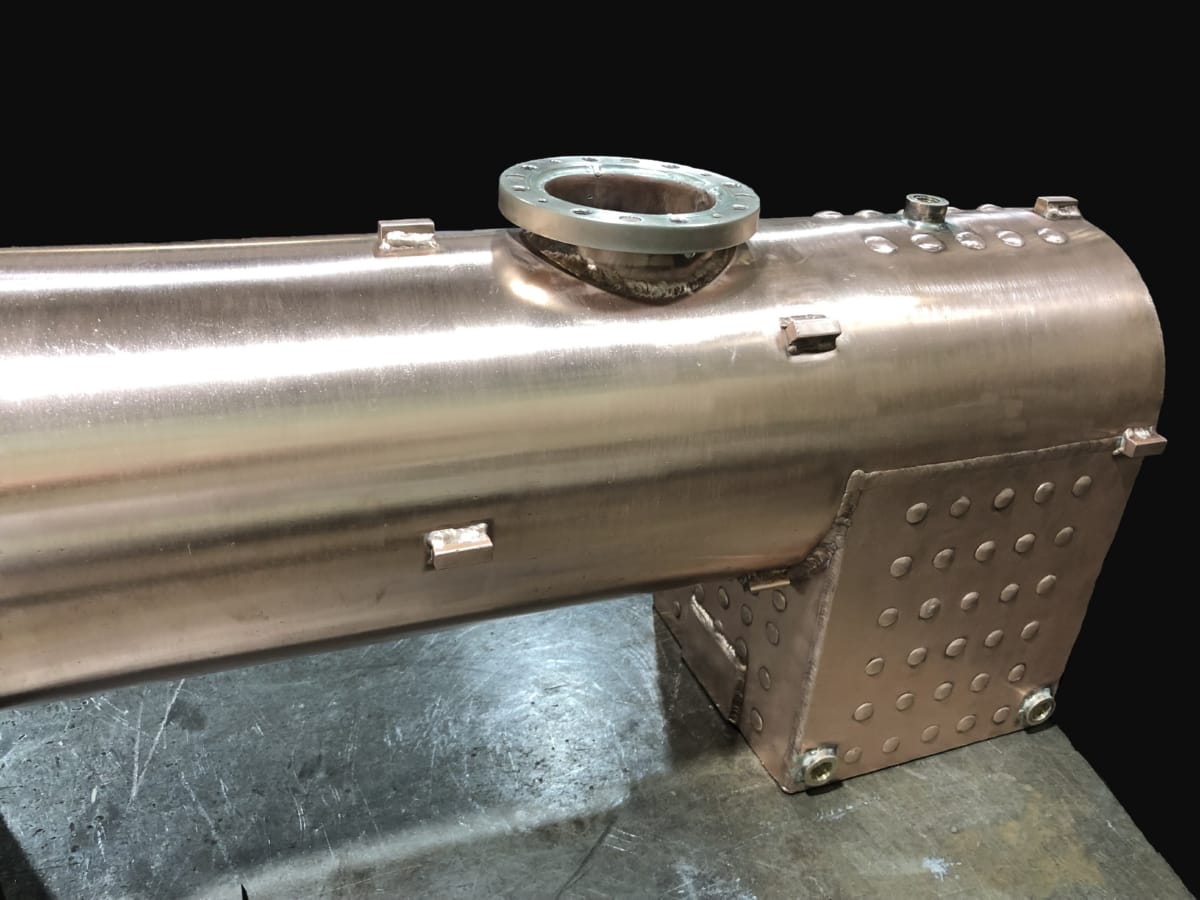
Steam Technology Ltd are the foremost experts in this area. With multi-coded welding utilised on the majority of fabrication projects, our highly skilled team of welders are conversant in Coded MIG,TIG,ARC Welding and brazing.
All Coded Welding is to PED standards and fabrications manufactured to ASME 8 and BSEN standards. With all Coded Welding assessed by PED assessment bodies, you can be assured of the best in quality.
Steam Technology conforms to customer demands and applicable statutory and regulatory requirements. This endorses our commitment to the quality of our work, products, systems, procedures and services.
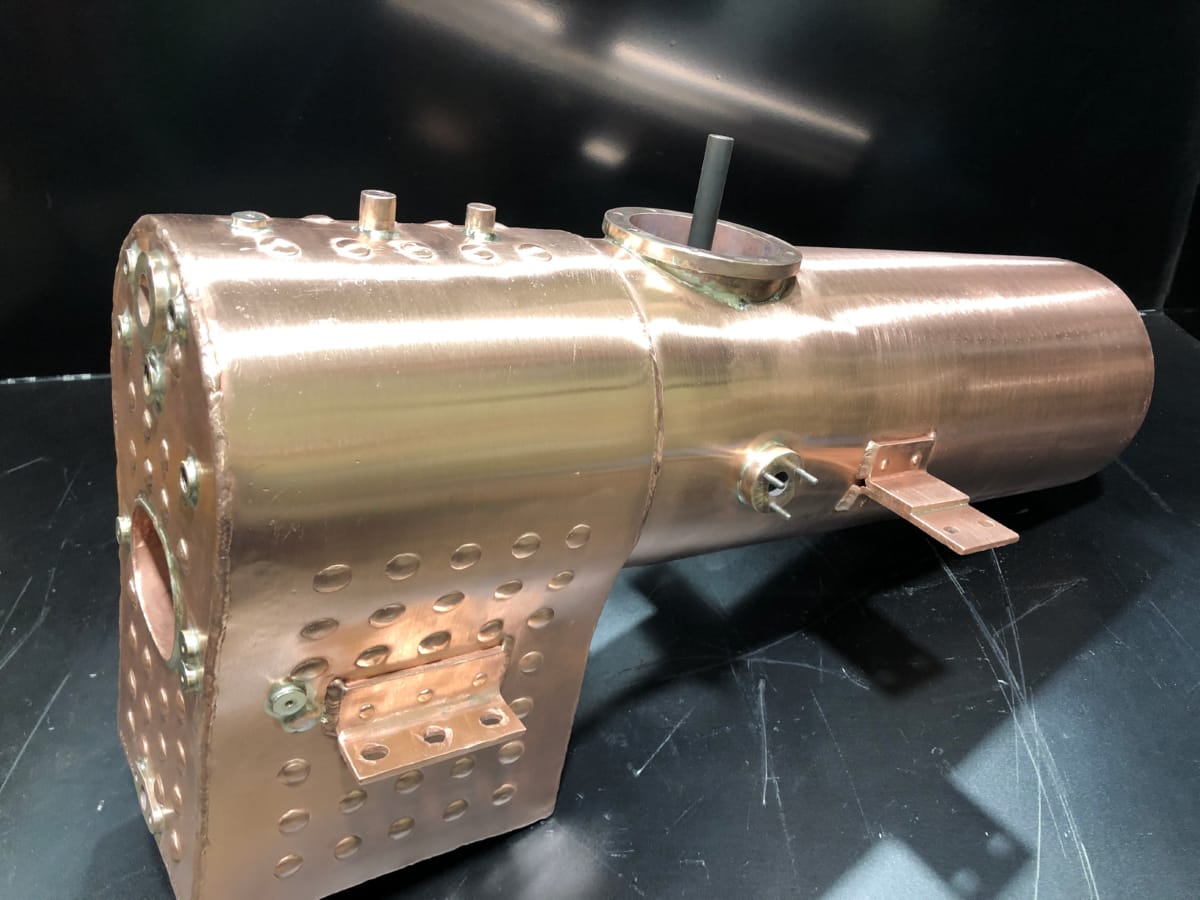
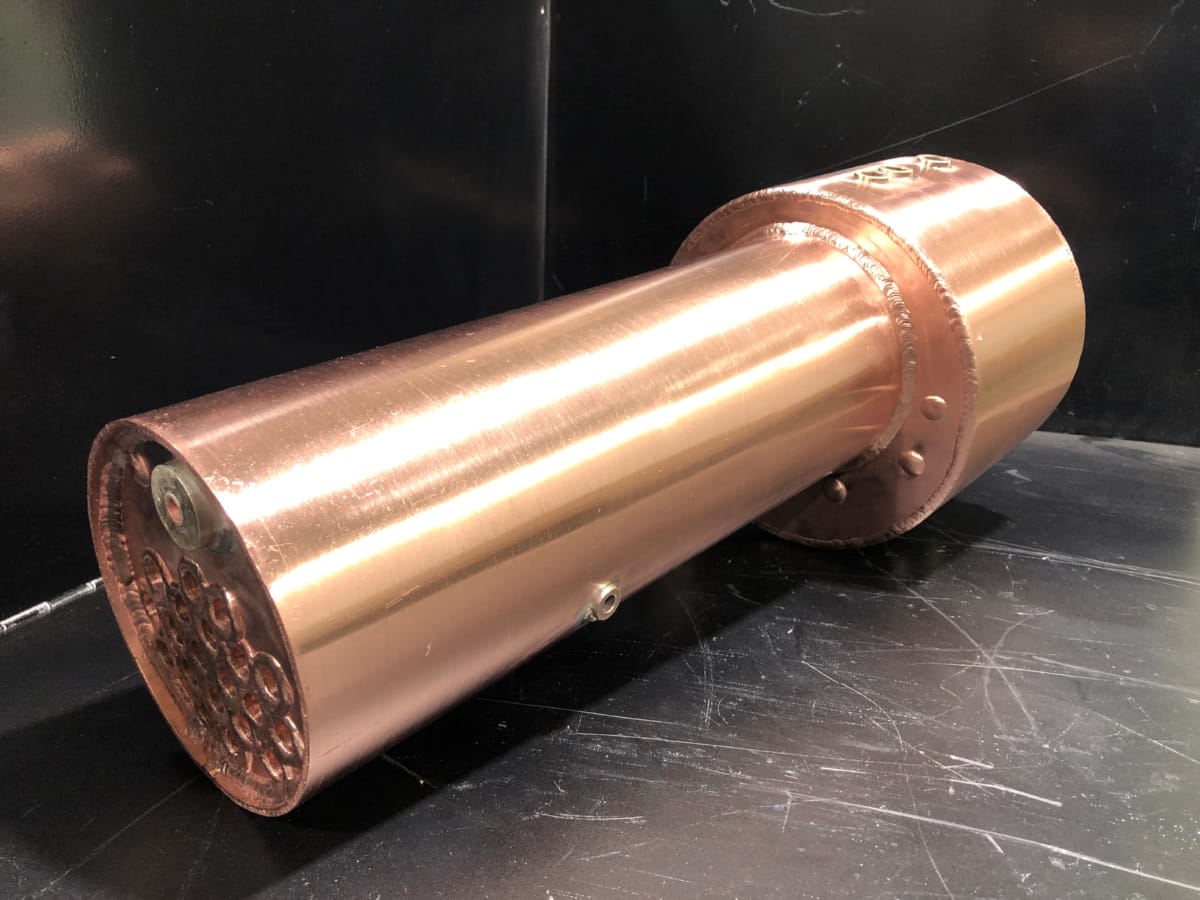
We are also happy to discuss and advise on all aspects of boiler designs including the manufacture of superheaters and tenders in any material.
Steam Technology Ltd conform to customer demands and applicable statutory and regulatory requirements. This endorses our commitment to the quality of our work, products, systems, procedures and services.
We also provide other services that complement the fabrication side of the workshop. To name a few this includes vapour blasting, CNC plasma cutting, chemical etching, Cerakote ceramic coating, powder coating, alloy wheel repair and fork straightening.
Not only do we offer a full spectrum of general welding capabilities but we have significant expertise in a number of high-tech and critical sectors, such as the food industry, Aerospace, Nuclear, Oil & Gas, Rail, Marine, Model Engineering and Defence.
We are a highly reliable organisation entrusted with work in critical areas, operating to strict rules and guidelines.
Often welding, away from the fabrication shop is necessary and unavoidable. We have our qualified welders who provide this essential on-site service as well as being able to complete rectification work, repairs, and small design amends as a project comes to an end.
Steam Technology Ltd Unit 10 – 11 Verralls Business Centre Maidstone Road Cranbrook, Kent TN17 2AF